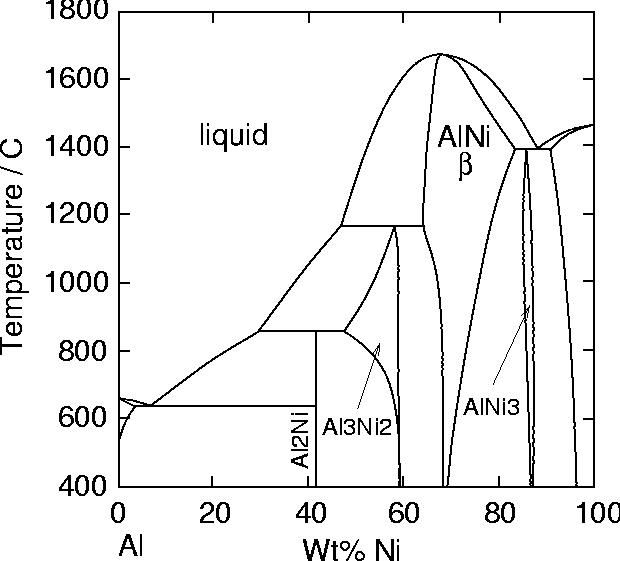
The Al-Ni phase diagram.
| Introduction | Bond Coats | TBC | Processes | Resources | |
| [Introduction] [Aluminides] [Pt-Aluminides] [MCrAlY] | Back to phase-transformation home page |
In modern applications involving very high temperatures or severe hot corrosion problems, aluminide coatings provide relatively limited protection. They are nevertheless still widely used in less demanding applications.
Diffusion aluminide coatings are based on the intermetallic compound
|
The Al-Ni phase diagram. |
Pack cementation falls in the category of chemical vapour deposition. In this process, the components to be coated are immersed in a powder mixture containing Al2O3 and aluminium particles. About 1-2 wt% of ammonium halide activators are added to this `pack'. This is then heated to temperatures around 800-1000 oC in argon or H2 atmosphere. At these temperatures, aluminium halides form which diffuse through the pack and react on the substrate to deposit Al metal.
The activity of Al maintained at the surface of the substrate defines two categories of deposition methods: low and high activity, also referred to as outward and inward diffusion respectively.
In cements with low aluminium contents (low activity/outward), the formation of
the coating occurs mainly by Ni diffusion, and results in the direct formation
of a nickel rich NiAl layer. The process requires high temperature (1000-1100
oC).
In service, the interdiffusion with the substrate is very limited and the
gradient of Al in
In cements with high aluminium contents (high activity/inward), the coating
forms mainly by inward diffusion of aluminium and results in formation of
Ni2Al3 and possibly
 |
Microstructures of two types of aluminides coating on superalloy, left: high activity/inward diffusion, right: low activity/outward diffusion, from M. Eskner, PhD thesis, Royal Insitute of Technology, Stockholm, available here. |
The structure and composition of the coating depends on the substrate, implying that coatings must be tailored for a given alloy. Aluminide coatings lack ductility below 750 oC. One of the major problems faced by aluminide coatings is thermomechanical fatigue, as cyclic strains induced by temperature gradients in the blades can lead to thermal fatigue cracks.
The substrate composition strongly influences the final microstructure of the system, in a manner which also depends on the process.
In low activity/outward diffusion coatings, the alloying elements present in the substrate will also tend to diffuse into the coating layer, to an extend limited by their solubility. In high activity/inward diffusion coatings, they enter in solution the compound layer in formation, or as precipitates potentially forming during the treatment.
Of the elements present in the alloy, titanium is thought to be particularly detrimental to the oxidation resistance of such coatings, as it leads to the formation of TiO2 crystals which break the alumina layer.
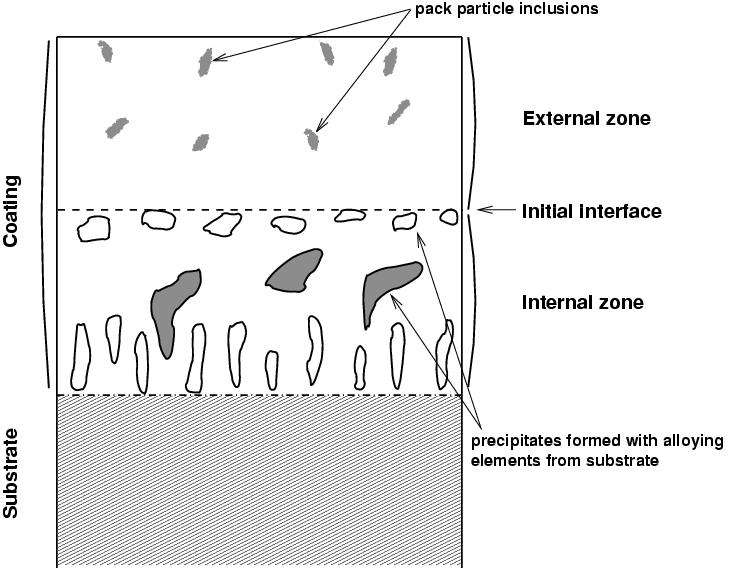
An typical microstructure of low activity aluminide coating is illustrated
below. The external zone is typically Al rich
Schematic illustration of aluminide coating obtained by low activity pack
cementation.
After R. Pichoir, in High Temperature Alloys for Gas Turbines, D. Coutsouradis
et al., eds. (Appl. Sci. Pub., London, 1978), p. 191.
Further reading
conditions of use
2004 Thomas Sourmail.
Feedback greatly appreciated