Formability
The Limiting Dome Height Test
H. K. D. H. Bhadeshia
Formability is a key characteristic in the manufacture of steel components using processes which avoid machining. The component is shaped into its final form by stretching using mechanical force. This deformation usually involves biaxial stress with the steel in sheet form. The two stresses need not be equal. The extent to which the steel can be stretched before failure occurs is known as the forming limit.
The formability can be measured using flat steel sheet. The sample is rigidly clamped with a grooved clamp-down ring and stretched to fracture with a hemispherical dome. The ratio of the dome height at fracture to the radius of the hemispherical dome is plotted against the minor true-strain to set the practical limit of formability. The maximum load at fracture is also measured - the height of the dome at peak load can be used to define the limit of formability since plastic instablity occurs beyound this point.
In another variant of the test, a rectangular blank of sheet steel is rigidly clamped along its long dimension. The clamping force along the transverse direction can be varied, to allow different quantities of material to be drawn into the dome.
The tests can be conducted with dry and clean steel samples or using lubrication, depending on the application in mind.

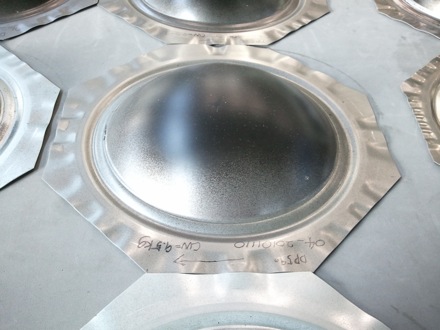
Limiting dome height (LDH) test, designed to assess the formability of steel. The test stops when fracture occurs. |

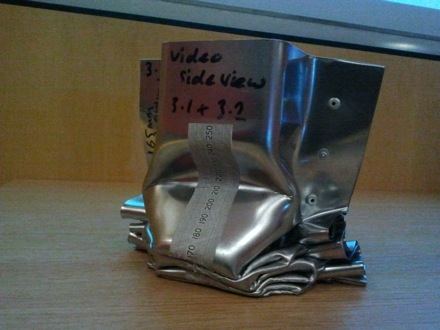
Limiting dome height (LDH) test on a laser welded component. This test is used to create a forming limit diagram. |

The stretching here is consistent with biaxial tension. |

The other side of the dome in a limiting dome height test. |

Limiting dome height (LDH) test on a steel sample. |

Limiting dome height (LDH) test on a steel sample. |

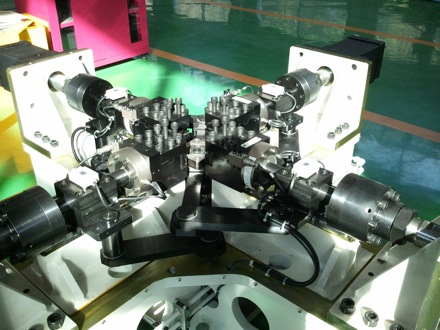
Equipment used for the limiting dome height test. |

Equipment used for the limiting dome height test. Made in India, the clamping force can be varied independently on the four pillars. |

|
Acknowledgment
The photographs above were taken at the TATA Steel Research and Development Laboratories, Jamshedpur, India.
Complex Formed Steel-Component
Stretch Flangeability: hole expansion test

Stretch-flangeability (hole expansion) test specimen at the Steel Authority of India Laboratory in Ranchi |

Stretch-flangeability (hole expansion) test specimen at the Steel Authority of India Laboratory in Ranchi |
Earing
Photographs taken at the Wuhan University of Science and Technology, Wuhan, China. They illustrate the undulated edges that develop when a sheet of steel is drawn into a cup. This earing is the consequence of anisotropic deformation due to crystallographic texture.

The anisotropy is a consequence of crystallographic texture |

Shows the development of earing in deep-drawn steel due to anisotropic properties |
Large Bulge Test Samples
Photographs taken in Professor Frederic Barlat's laboratory at GIFT, POSTECH.

These are bulge test samples |
|
Bi-axial tensile testing machine |

Closer look |
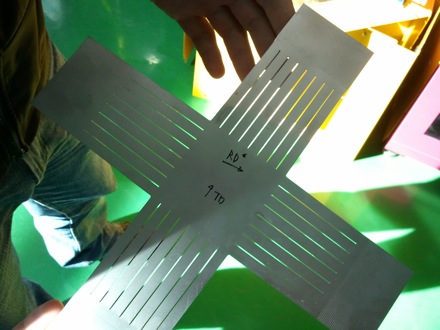
A biaxial tensile test sample. The slots are there to prevent constraint from the region outside the central square from interfering with the deformation of that region |

The machine again |
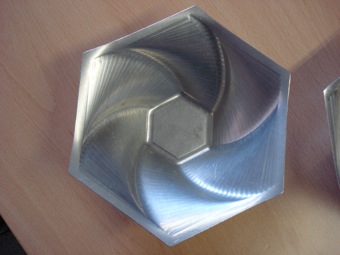
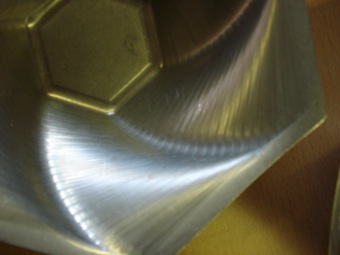
Incremental Forming
These components were made using an incremental forming process in which a metal part is formed into a shape without a die, using a computer-controlled rotating tool. The components were produced by Dr Kathryn Jackson of the Cambridge University Engineering Department during her Ph.D. research with Dr Julian Allwood.
Incremental sheet forming is an umbrella term describing a diverse range of processes in which a sheet of metal is formed into a three-dimensional shell by a simple tool causing a progression of localised deformation. The key advantage of incremental forming over conventional sheet forming processes is that specialised tooling is not required; a wide variety of shapes can be formed by moving a simple spherical-ended indenter along a programmed path defining the shape of the product. Specialised die sets required in conventional sheet forming processed can be prohibitively expensive when considering small batch sizes or one-offs, and hence incremental forming is ideally suited for customised production. The potential applications of ISF are diverse and include specialised medical products such as ankle supports, dental prosthetics, surfaces of dies and moulds, cranial implants and automobile panels.
The most basic form of asymmetric incremental sheet forming is single-point incremental forming, where a sheet of metal is clamped rigidly around its edges and formed on one surface by a single indenter. This can be compared to a conventional deep-drawing process in which a blank holder allows a sheet of metal to be drawn between a male and female die set which define the complete shape of the product. More advanced forms of incremental forming include forming against a full or partial male die support (two-point incremental forming) and forming with a waterjet.
Incremental sheet forming is being researched by the Low Carbon Materials Processing Group, led by Dr Julian Allwood.
Download thesis entitled The Mechanics of Incremental Sheet Forming by Kathryn Jackson.
Crush Test
Steel members located at the front of a car are designed to absorb energy during a head-on collision, so that the passenger compartment remains more or less intact.
The photographs below are from samples made at Warwick University.
|
Crush tests for components designed to absorb impact when an automobile collides head-on |

|

|

|

|